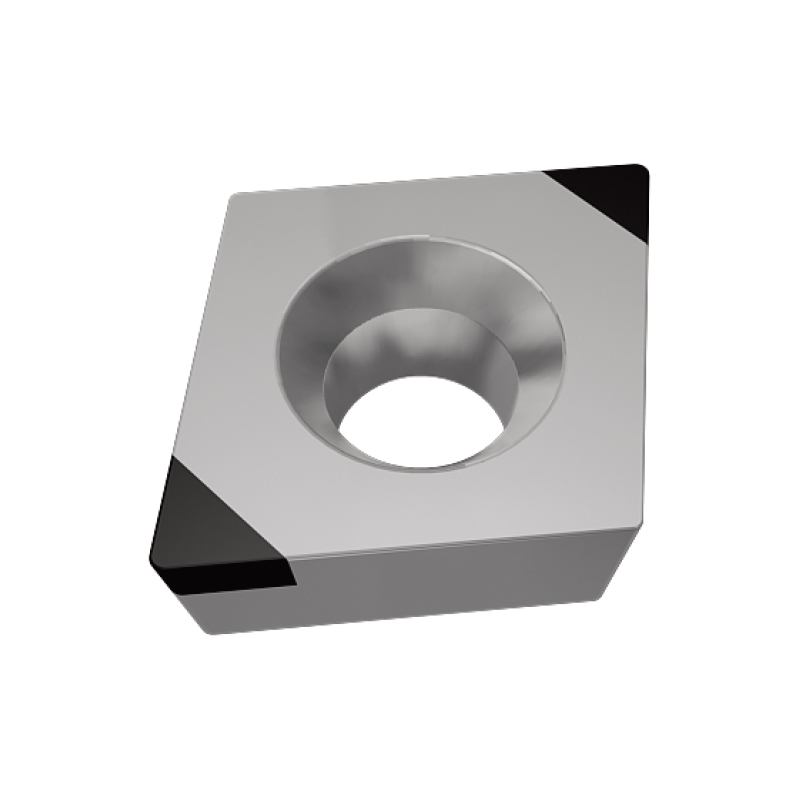
CBN刀具因其具有硬度高����、耐磨性好、熱穩(wěn)定性和化學(xué)性能好等優(yōu)點(diǎn)被廣泛應(yīng)用����。但由于CBN材質(zhì)的脆性大����,在加工硬度高的產(chǎn)品時(shí)通常需要對(duì)刃口進(jìn)行處理,提升其抗崩性�,最常見的就是在刃口磨出負(fù)倒棱��。
加工一款軟性材料粉末冶金產(chǎn)品��,硬度為HB100��,由于粉末冶金材料的特性�����,宏觀硬度不高,但是微觀硬度很高,所以我們?cè)谠O(shè)計(jì)之初對(duì)刀具進(jìn)行了-15°的倒棱設(shè)計(jì)���,以此提升刀具抗崩性��,從而增加刀具使用壽命�。但是現(xiàn)場(chǎng)測(cè)試結(jié)果并不理想�����,加工一段時(shí)間后的產(chǎn)品表面光潔度下降��,達(dá)到了極限值����。
根據(jù)加工情況以及刀具分析是由于刀具不夠鋒利����,切削不夠輕快導(dǎo)致這一現(xiàn)象發(fā)生����。威士的技術(shù)團(tuán)隊(duì)認(rèn)為,CBN刀具在加工材料硬度較軟的情況下�,負(fù)倒棱會(huì)增加切削阻力,由此產(chǎn)生的粘屑現(xiàn)象使得表面光潔度變差����。我們隨即取消倒棱設(shè)計(jì),應(yīng)用新的刀具設(shè)計(jì)方案��,并再次進(jìn)行測(cè)試�,加工效果達(dá)到預(yù)期的效果,使用壽命也大大提升��,相同的設(shè)計(jì)方案多次測(cè)試�����,都得到了很好的驗(yàn)證��,處理結(jié)果得到認(rèn)可。
威士的技術(shù)團(tuán)隊(duì)在碰到加工問題時(shí)�,第一時(shí)間竭誠(chéng)配合并對(duì)刀具設(shè)計(jì)進(jìn)行調(diào)整����。作為專業(yè)的切削刀具制造商��,我們對(duì)CBN加工各類材料的案例與經(jīng)驗(yàn)積累都十分豐富,能夠精準(zhǔn)而快速地解決各種加工難題���。